Wicklungsträger aus Ultramid PA66-GF35 werden in der Fahrzeugtechnik eingesetzt.
Leistung
- Taktzeit:
- 24 sec
- Werkzeugauslegung:
- 4-fach
- Jahresproduktion:
- 3 Mio.
3-Schichtbetrieb, 250 Arbeitstage/Jahr, 85% Verfügbarkeit)
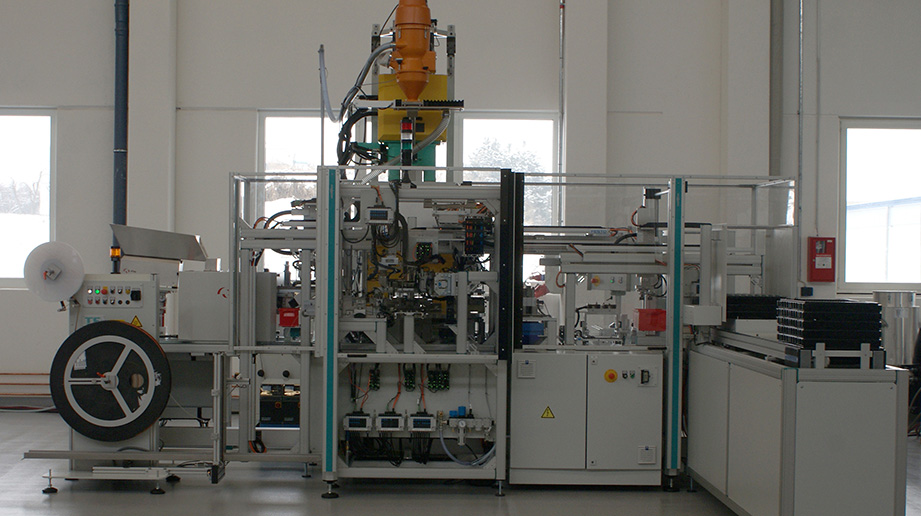
Kurzbeschreibung
Der vollautomatische Werkstückträger-Wechsler dient zur Herstellung von Wicklungsträgern in 2 verschiedenen Varianten, die in der Automobiltechnik eingesetzt werden.
Beim Anlagenprozess werden von einem, vorgestanzten Stanzstreifen, 4 Kontakte im Stanzprozess ausgetrennt und in der ersten Station in einen Werkstückträger (WT) mit offenen Schiebern bestückt. Nach dem Bestücken der Kontakte in die WT-Kavitäten werden die Schieber auf dem Werkstückträger geschlossen.
In der zweiten Station werden die Jochscheibe aus Metall, die zuvor sortiert, zugeführt und rotativ orientiert wurden, in die Aufnahmen der geschlossen WT-Schieber eingesetzt.
In der dritten Station kontrolliert eine Prüfvorrichtung kontrolliert die vollständige und lagerichtige Bestückung und die Temperatur der Werkstückträger. Anschließend wird der Werkstückträger durch ein servoelektrisches Ein-/Ausschubmodul in der Spritzgießstation eingezogen und die Einlegeteile umspritzt. Nach der Umspritzung wird der Werkstückträger wieder aus dem Spritzgießwerkzeug ausgeschoben.
In der vierten Station werden die Wicklungsträger entformt, der Anguss separiert, Verbindungsstege an den Kontakten abgetrennt und die Spritzgießteile in eine Wendestation übergeben. Hier werden die Wicklungsträger zur geordneten Verpackung um 90° abgekippt und anschließend in stapelbare Tiefziehtrays in einem Paletten-Wechselsystem abgelegt. Dieser Palettenwechsler ermöglicht eine Anlagenautonomie von ca. 14 Betriebsstunden.